Quand faut-il palper ?
Grâce à Renishaw, l’objectif d’un usinage entièrement automatisé, épaulé par une technologie novatrice, des méthodes éprouvées et une assistance de haut niveau, est désormais à votre portée.
Productive Process Pyramid™
La Productive Process Pyramid™ de Renishaw est un cadre qui permet d’identifier des activités de contrôle de procédé à tous les stades de la fabrication. On peut utiliser les couches de contrôle pour éliminer systématiquement les fluctuations dans le procédé d’usinage afin de garantir des pièces acceptables et conformes aux tolérances.
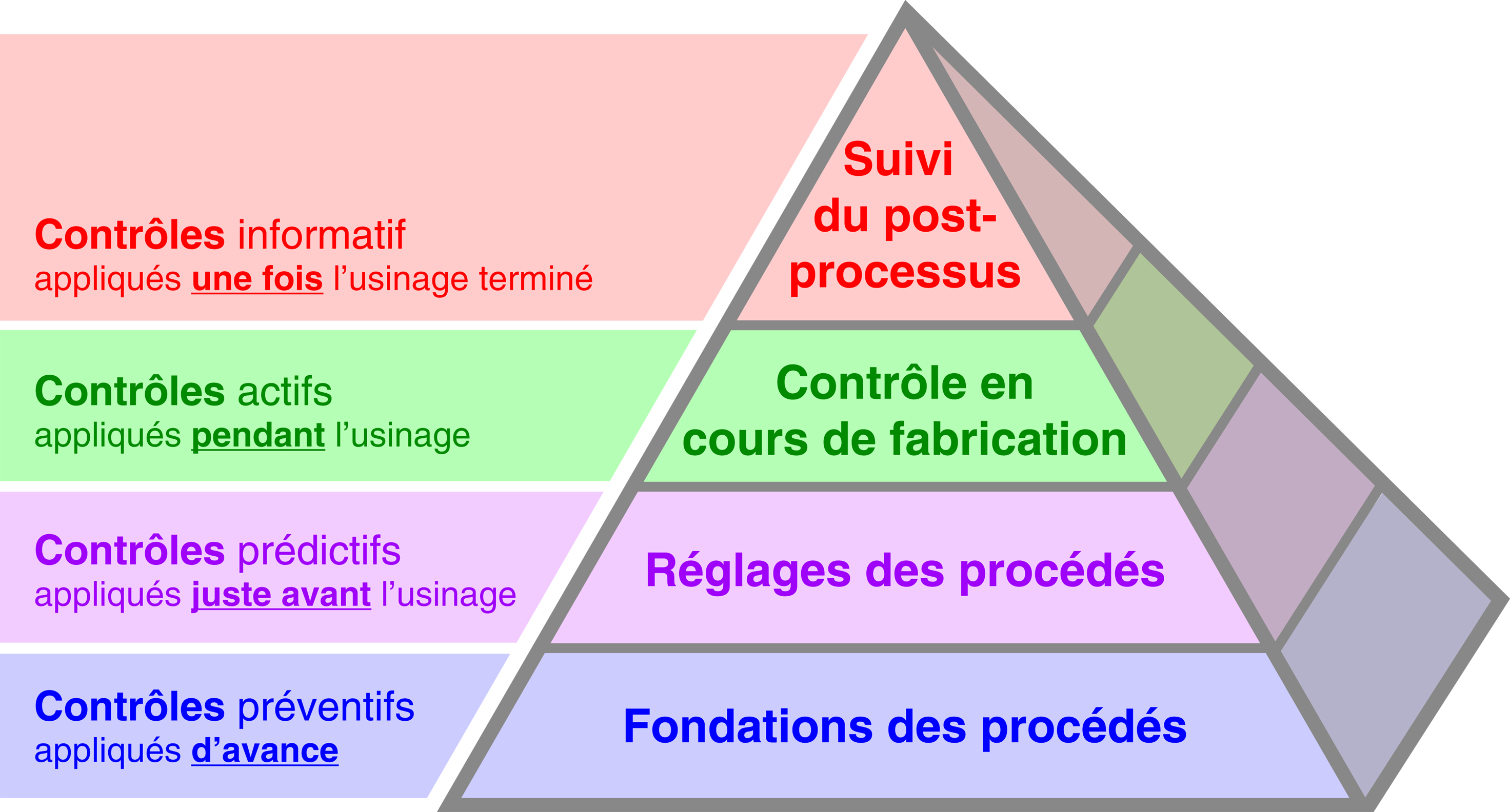

La couche suivi après procédé vérifie le procédé et contrôle la pièce terminée par rapport à ses spécifications. Le palpage joue un rôle actif dans toutes ces couches sauf celle des fondations du procédé.
La couche contrôle en cours de procédé vise les sources de variations propres à l’usinage, comme l’usure des outils et les fluctuations de température. Elle fournit donc des données intelligentes au procédé à mesure que l’usinage se déroule.
La couche réglage de procédé s’intéresse aux sources prévisibles de variations telles que l’emplacement de la pièce, la taille d’un outil et les correcteurs sur la machine qui, sans cela, pourraient générer des composants non conformes.
La couche fondation du procédé vise à établir les conditions stables dans lesquelles la machine va fonctionner. Il s’agit de commandes préventives qui réduisent le nombre de sources d’écarts avant le début de l’usinage.
Prédictif
Activités à effectuer sur la machine avant que l’usinage puisse commencer, leur but étant de prédire si le procédé va réussir.
Le réglage d’outil détermine…
- L’alignement d’un axe rotatif, d’un indexeur ou des montures nécessaires pour positionner et tenir des composants.
- La position du centre de rotation d’un indexeur et/ou des points de référence sur des éléments de monture.
Le réglage d’outil détermine…
- L’identification des composants pour sélectionner le programme CN correct.
- La position d’une entité de référence pour établir un système de coordonnées de travail (SCT).
- La taille du ballotin ou de la pièce pour calculer la surépaisseur et les passes de dégrossissage.
- L’orientation d’une pièce (par rapport aux axes machine) afin d’établir la rotation de coordonnées.
Le réglage d’outil détermine…
- La longueur à partir de la position du repère de jauge de broche pour déterminer un correcteur de hauteur et vérifier que la longueur est dans les tolérances spécifiées.
- Le diamètre en rotation pour déterminer un correcteur de cote d’outil.
Actif
Actions imbriquées dans le procédé d’usinage qui réagissent automatiquement aux conditions matérielles, aux fluctuations inhérentes au procédé et aux événements inattendus afin d’améliorer les chances d’avoir des procédés performants.
Les mesures en cours de cycle permettent...
- À l’usinage de s’adapter aux fluctuations au sein du procédé d’usinage, par exemple les distorsions de pièces, un fléchissement de l’outil et les effets thermiques.
- La mise à jour de systèmes de coordonnées, de paramètres, de correcteurs et de flux de programmes logiques en fonction des conditions matérielles réelles.
La détection de bris d’outil reconnaît...
- La présence d’un outil.
- La position de l’outil, pour contrôler qu’un arrachement n’a pas eu lieu.
- Une arête d’outil brisée et/ou ébréchée.
Informatif
Activités de suivi et de rapports fournissant des informations sur le résultat des procédés réalisés qui peuvent être utilisées pour influer sur les activités suivantes.
L’enregistrement des procédés consigne...
- Les événements qui ont eu lieu pendant l’opération d’usinage, par exemple des changements manuels ou automatisés de paramètres, correcteurs ou systèmes de coordonnées de travail au niveau du procédé.
- Les interventions au niveau du procédé susceptibles d’avoir influencé le résultat.
La vérification sur machine permet...
- D’inspecter des entités critiques dans les mêmes conditions d’environnement que l’opération d’usinage.
- De faire confiance à la stabilité du procédé d’usinage.
Les rapports après procédé permettent...
- D’avoir une trace pour consigner la conformité de la pièce.
- Un historique des cotes d’entités critiques pour disposer d’un suivi d’état de la machine et des maintenances programmées.
Calculez les avantages que le palpage pourrait apporter à votre procédé
Si vous réglez encore vos outils et vos pièces à la main et souhaitez comparer les avantages du palpage sur machine, jetez un coup d’œil à notre Calculateur d’avantages du palpage
Documentation machine-outil correspondante
-
 Guide de poche : Solutions de palpage pour machines-outils à CN
Guide de poche : Solutions de palpage pour machines-outils à CN
Solutions de contrôles de processus - Comment améliorer la qualité des pièces, la précision et l’efficacité de votre centre d’usinage à CN
-
 Spécifications techniques : Systèmes de palpage pour machines-outils à CN
Spécifications techniques : Systèmes de palpage pour machines-outils à CN
-
 White paper: Survival of the fittest - the process control imperative [en]
White paper: Survival of the fittest - the process control imperative [en]
In tough times, manufacturers focus on reducing their operating costs, but may not be able to afford to spend their way out by buying more productive machinery. With that pathway closed, what are the opportunities for radically reducing costs without replacing existing machines? This paper explores four areas where substantial savings can be found if firms are prepared to change the way they control their machining processes.


